Alu-Power HPC Carbide End Mills
For Truly High Performance Machining
Aluminum, Non- Ferrous & Non Metallic Materials
Oustanding Performance with ALL levels of CNC Machines

Requires LESS horsepower
Delivers BETTER surface finishes
Provides LONGER tool life
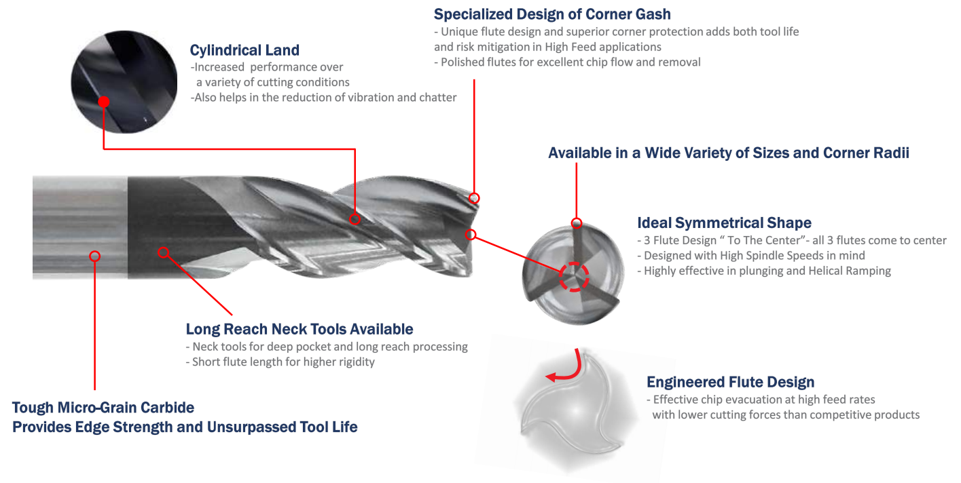
- 3 Flute, 37° Helix
- Balanced by Design
- Cut-to-Center” – all 3 flutes
- Cylindrical Land
- Proprietary Corner Gash
- Tough Micrograin Substrate
- Balanced by Design
- Cut-to-Center” – all 3 flutes
- Cylindrical Land
- Proprietary Corner Gash
- Tough Micrograin Substrate
Will Run at MAXIMUM
Machine Speed
When Ordering, Be Sure to Say “HPC”
Select by part #, by diameter,
by LOC, or OAL, even by radius
When horsepower is limited
Use Alu-Power
Conventional Design
2 & 3 Flute
Universal Excellence in ALL Operations
Roughing, Finishing, Plunging, Ramping, Pocketing, Circular Interpolation, Thin and Long Wall Applications
Delivers very good floor and wall finishes
Provides efficient chip evaculation
Runs at higher feed rates and produces lower cutting forces
The Widest Range of Standard Sizes
Cutting Diameters from 1/8” thru 1”
Stub, Reg, Long & X-Long Flute Lengths
Multiple Choices of Reach Lengths
Many Radius Choices
Stub, Reg, Long & X-Long Flute Lengths
Multiple Choices of Reach Lengths
Many Radius Choices
.010, .015, .030, .060, .090, .125, .190, .250
IN STOCK
Your choice – Coated or Non-Coated
STANDARD
Series E5G - Non-Coated
Series JAG - DLC-Coated
6061, 7050 & 7075 don’t usually need coated tools. Aluminum Lithium & Silicon Alluminum need coating for more abrasion resistance. Competition mostly provides TiCN, or ZrN. We provide DLC-Coating as standard, delivering far superior tool life.
Perfect on Low-Power Machines
(i.e., Haas VF2, Haas Osprey, Okuma 15K RPM)
On low power machines, 3 flute tools will provide higher metal removal rates (MRR) than 2 flute tools, but require higher horsepower
Perfect on High-Power Machines
(i.e., Makino MAG 120kw (160hp), Mitsui Seiki, Starag Blisk)
On high power machines, 3 flute tools provide optimal performance in heavy, roughing cuts
- Slotting Ap (radial) - 100% Ae (axial) - 70-100%
- Profiling Ap (radial) - 150-200% Ae (axial) - 30-60%
Coming Soon
Alu-Power HPC - 2 Flute
For use on low power machines and pulling less horsepower
Finished Part
V7PlusA Cover


